


High-Precision Process Equipment Engineered for You
Why Partner with SEMCO?
IIT-alumni core delivering first-principles engineering for complex process bottlenecks.
18+ years of fabrication mastery ensuring high-precision, ISO-certified execution.
Integrated 'One-Roof' EPC (Civil, PEB, and Process) to eliminate interface risks.
End-to-end Concept to Commissioning (C2C) ownership with full performance guarantees.
Value-engineered CAPEX providing premium technical solutions at best-in-industry price.
Process audits by ex-McKinsey experts for cost optimization and yield improvement.

ISO 9001:2015 Certified
State-of-the-Art Manufacturing Facility in Pune
18+ years of precision fabrication — delivering complex process equipment to global chemical, pharma and food industries.
Our Equipment Portfolio
High-precision fabrication engineered for maximum efficiency, safety, and longevity.
Evaporators

Agitated Thin Film Evaporators (ATFE)
Ideal for heat-sensitive, high-viscosity, and fouling materials — converts liquids, slurries, and pastes to free-flowing solids in continuous, single-pass operation with self-cleaning heating surfaces.
MoreForced Circulation Evaporator
Leading forced circulation evaporator for viscous, scaling, or crystallizing solutions — uses continuous pumped circulation to maximize heat transfer and separation efficiency.
MoreFalling Film Evaporator (FFE)
Highly effective for concentrating heat-sensitive solutions with very short product contact times — usually a few seconds per pass — and minimal temperature difference between heating medium and boiling liquid.
MoreMVR Evaporator
Mechanical Vapor Recompression technology requiring up to 90% less external steam — dramatically cuts operating costs and carbon footprint for concentration-intensive processes.
MoreMulti-Effect Evaporator (MEE)
At SEMCO, we design and manufacture high-performance Multi-Effect Evaporators (MEE) tailored for efficient solution concentration and robust industrial effluent treatment.
MoreDryers
Rotary Vacuum Paddle Dryer (RVPD)
Indirect contact vacuum dryer for wet solids, pastes, and crystals — enables drying, heating, cooling, crystallization, and solvent recovery in a single enclosed system.
MoreAgitated Nutsche Filter Dryer (ANFD)
Combined filtration, washing, and drying in a single closed GMP-compliant vessel — eliminates inter-step product transfers and ensures complete containment.
MoreHeat Exchangers

Shell & Tube Heat Exchangers
The most widely used industrial heat exchanger — efficient inter-fluid heat transfer through a solid wall, across chemical plants, refineries, power plants, and HVAC systems.
MoreSpiral Heat Exchanger
Compact, highly efficient heat exchanger ideal for viscous fluids, slurries, and fouling services with self-cleaning channels.
MoreReboilers
Critical heat transfer equipment that supplies controlled vaporization heat to the bottom of distillation columns — generating vapor for effective mass transfer in continuous duty.
MoreAir-Cooled Condenser (ACC)
Condenses vapors or cools process fluids using ambient air — eliminating cooling water requirements with finned tube bundles and axial fans. Ideal for water-scarce locations.
MoreDistillation

Distillation Columns
Used to separate close-boiling components by heat and mass transfer — supplied complete with packing, liquid distributor, condenser, and re-boiler, with a full process guarantee available.
MoreSPDU – High Vacuum Distillation
Precision-engineered systems for separating high-boiling and heat-sensitive materials at ultra-low pressures — minimising thermal degradation using short-path and wiped film evaporator technology.
MoreBubble Cap Distillation Column
Traditional high-efficiency trays providing excellent vapor-liquid contact for difficult separations and wide operating ranges.
MoreLiquid-Liquid Extraction

Liquid-Liquid Extraction (LLE) Columns
Selective transfer of solutes between immiscible liquid phases based on solubility differences — engineered for high efficiency, stable operation, and precise phase separation.
MoreReactors & Agitators

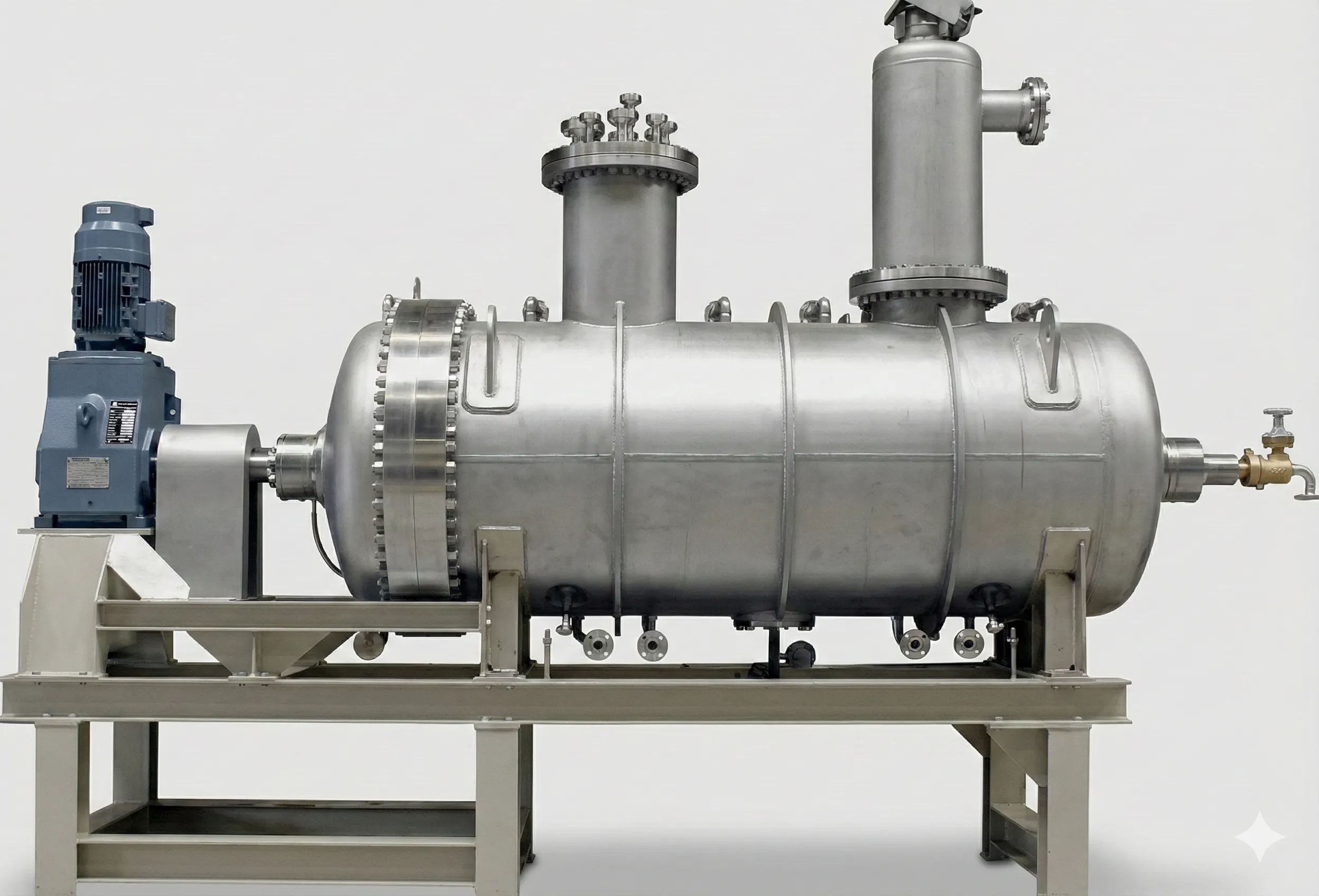
Chemical Reactors & Vessels
Superior quality jacketed and limpet coil reactors in SS/MS — available with steam, hot oil, or electrical heating — known for corrosion resistance, long service life, and leakage-proof construction.
MoreAgitators
Top, side, and bottom-entry agitators with multiple impeller types for optimized mixing in reactors and storage tanks.
MoreStorage Tanks & Vessels

Storage Tanks
Custom fabricated tanks in SS or CS for safe and compliant storage of chemicals, food products, and petrochemicals in vertical, horizontal, cylindrical, or rectangular configurations.
MorePressure Vessels
ASME-designed pressure vessels for safe storage and processing of gases and liquids at elevated pressures.
MoreCIP Systems
Clean-in-Place (CIP) Systems
Automated cleaning of process equipment, pipelines, tanks, and heat exchangers without dismantling — circulates cleaning solutions at controlled temperature, pressure, and time for repeatable hygiene.
MoreDosing Systems

Chemical Dosing Systems
Skid-mounted systems for accurate injection of controlled chemical quantities into process streams to maintain concentration, pH, or treatment effectiveness — manual, automatic, or PLC-controlled.
MoreHot Water Generation system
A Hot Water Generation Skid is a compact, pre-engineered, and fully automated system designed to deliver instantaneous, precisely controlled hot water for industrial processes.
MoreE&I Panels

MCC Panel
Motor Control Centers providing centralized control of multiple motor loads with protective devices and monitoring.
MorePLC Panel
Programmable Logic Controller panels for advanced process automation, sequencing, and control.
MoreInstruments & Control Panel
Comprehensive instrumentation panels integrating process indicators, transmitters, and control equipment.
MoreAC & DC Drive Panel
Variable frequency drive (VFD) and DC drive panels for precise motor speed control and energy savings.
MoreLT Panel (Low Tension)
Low Tension Power Control Centers for reliable distribution of electrical power at below 1kV.
MoreHT Panel (High Tension)
High Tension switchgear for safe switching and protection of power systems at voltages above 1kV.
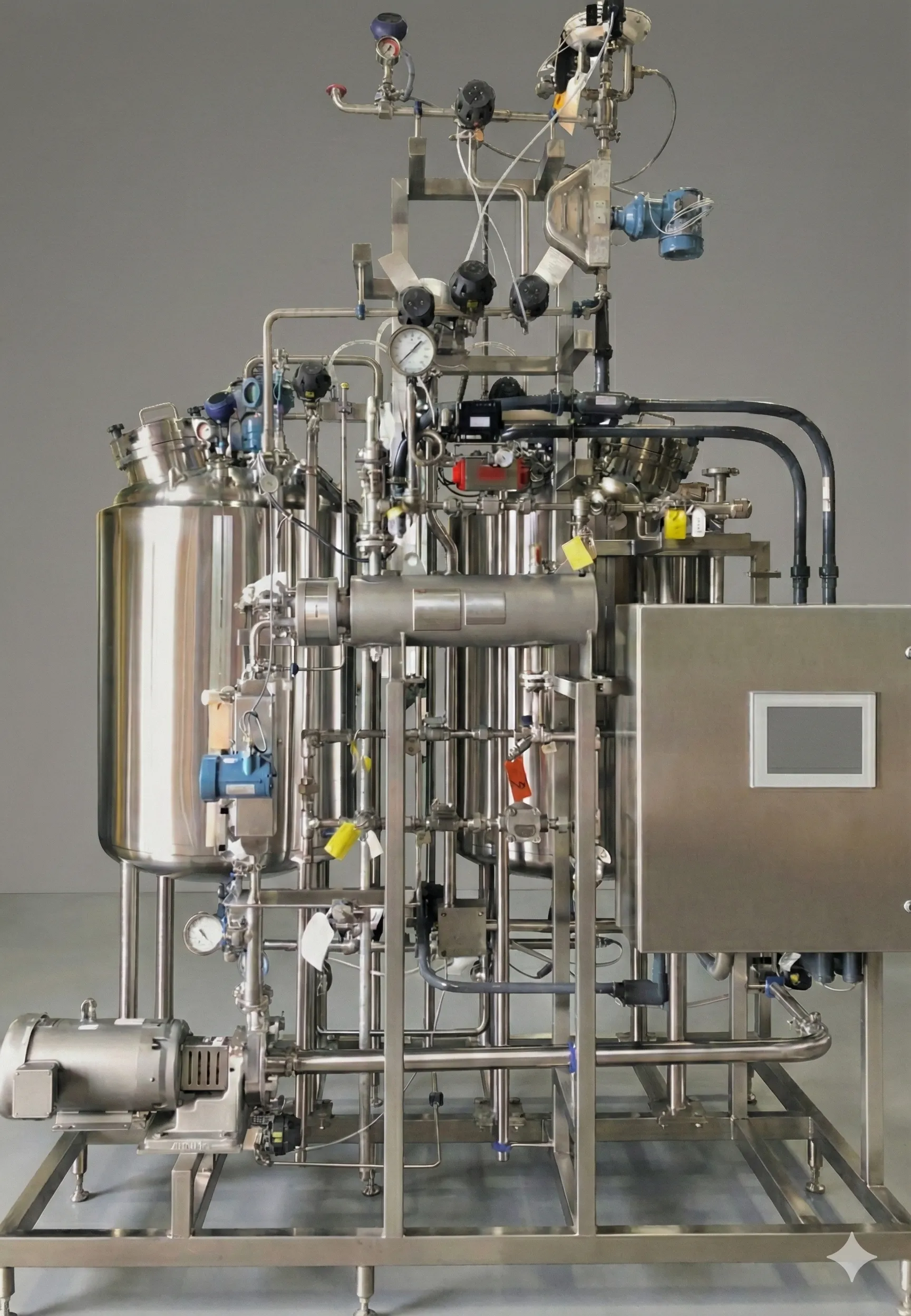
MoreSpecialized Chemical Process Technologies
Custom-engineered process systems for complex chemical reactions and unit operations.
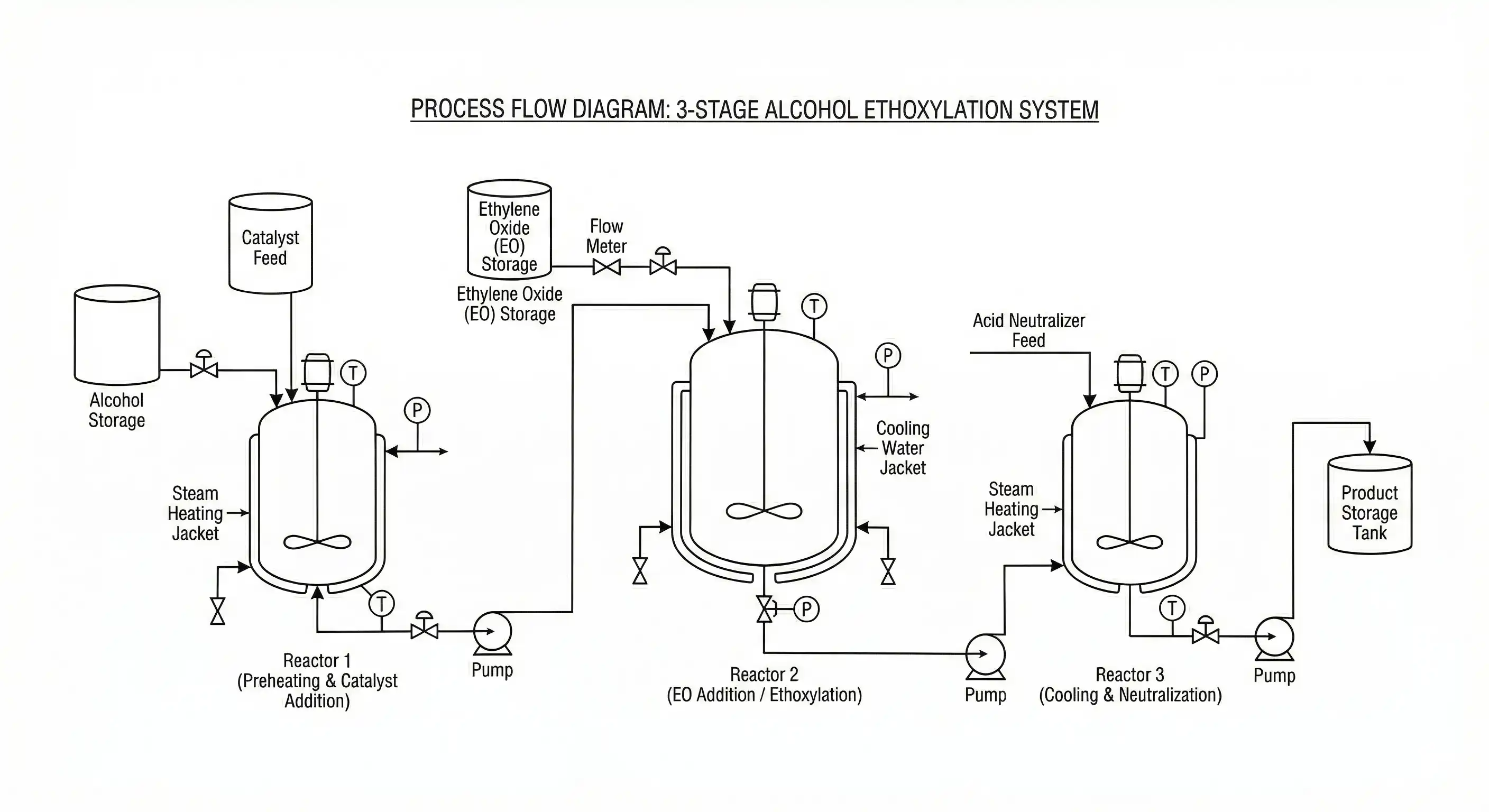
Ethoxylation
Custom-engineered ethoxylation systems for safe, precise reaction control in non-ionic surfactant and specialty chemical production. Due to the hazardous and highly exothermic nature of the EO reaction, systems demand robust mechanical design and strict safety compliance.
More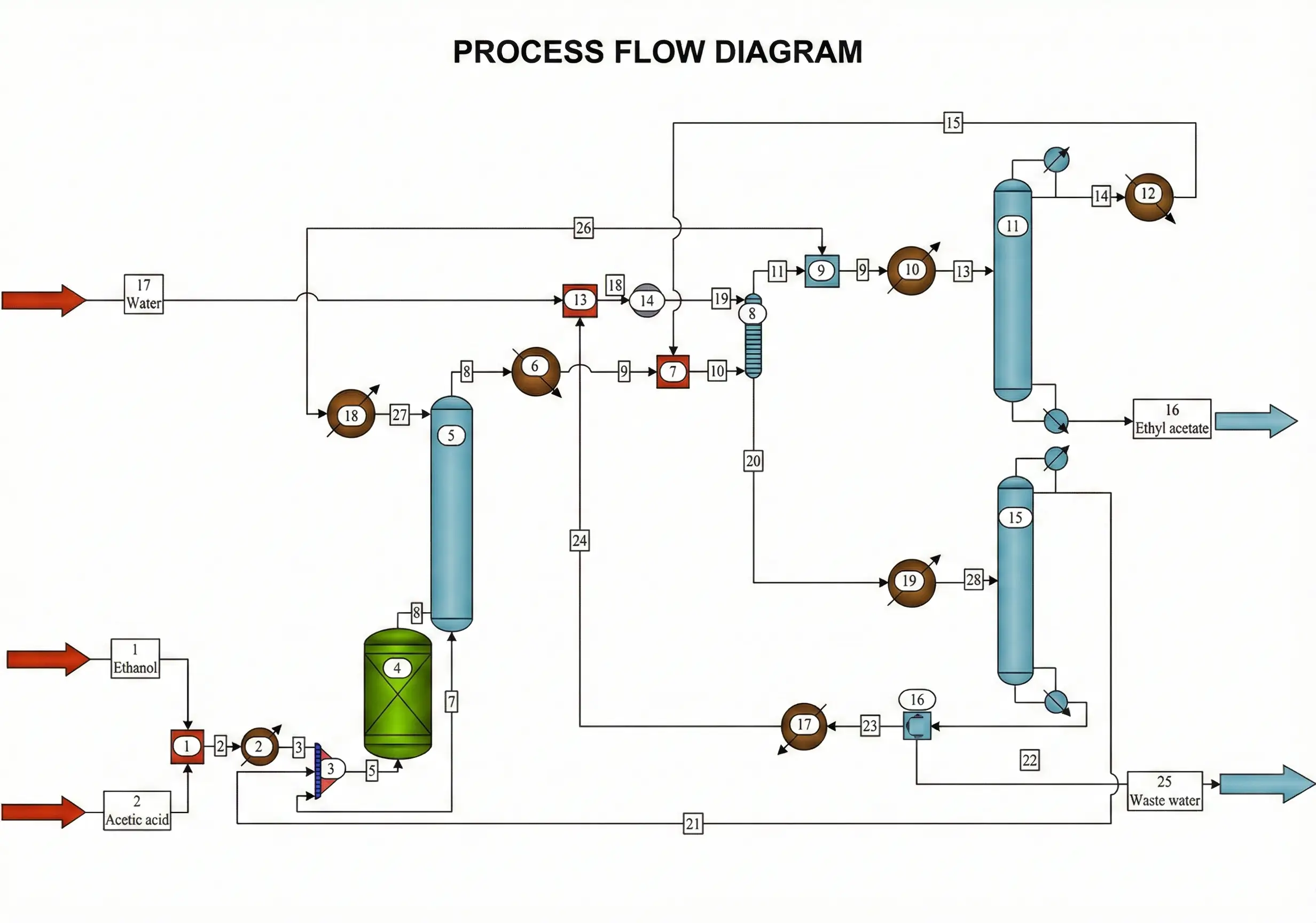
Esterification
Complete esterification process systems optimized for high conversion efficiency and consistent product quality. Efficiently handles the reaction between acids and alcohols with precise temperature control, effective mixing, and reliable by-product separation.
More
Sulphonation
Safe, efficient sulphonation and sulphation systems for introducing sulfonic or sulfate groups into organic compounds — mainly for surfactant and detergent manufacturing. Highly exothermic processes involving corrosive chemicals, requiring precise control and superior equipment integrity.
More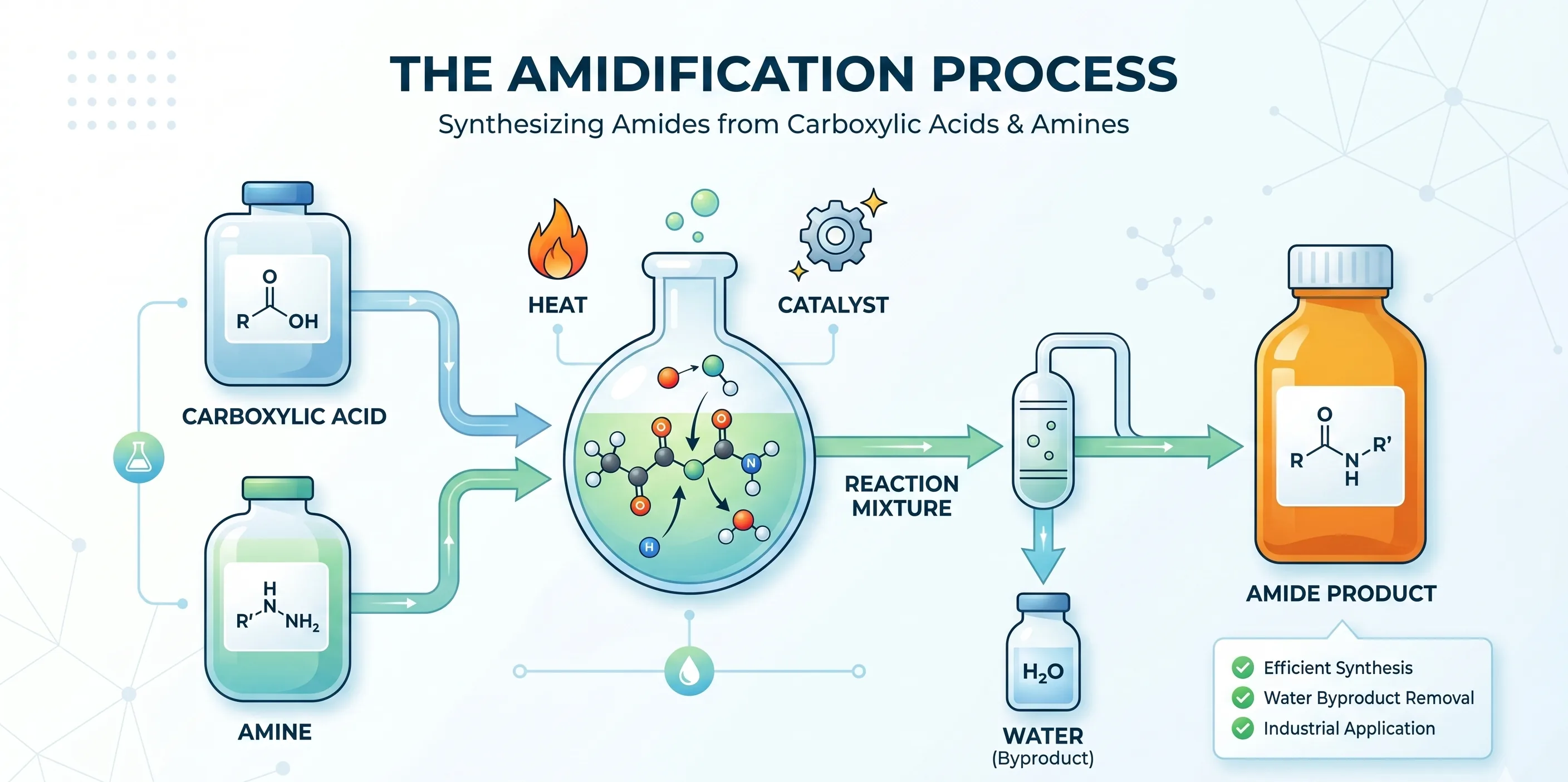
Amidification
Amidification technology for converting acids or esters with amines into amides under controlled temperature, efficient mixing, and by-product removal for high product consistency.
More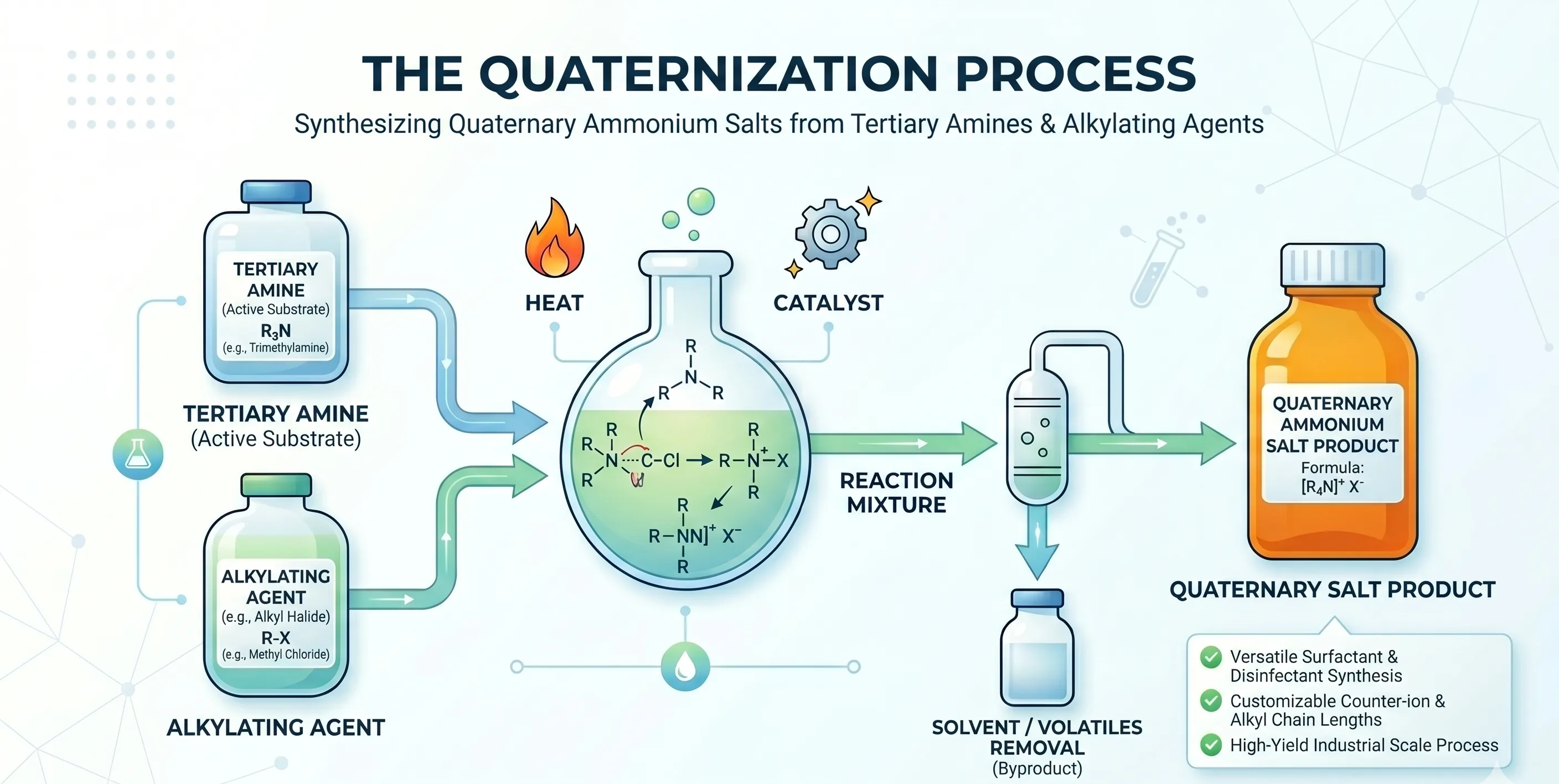
Quaternization
Custom quaternization systems with controlled reaction conditions and high safety standards. The process reacts tertiary amines with alkylating agents to form quaternary ammonium compounds used in surfactants, disinfectants, and personal care products.
More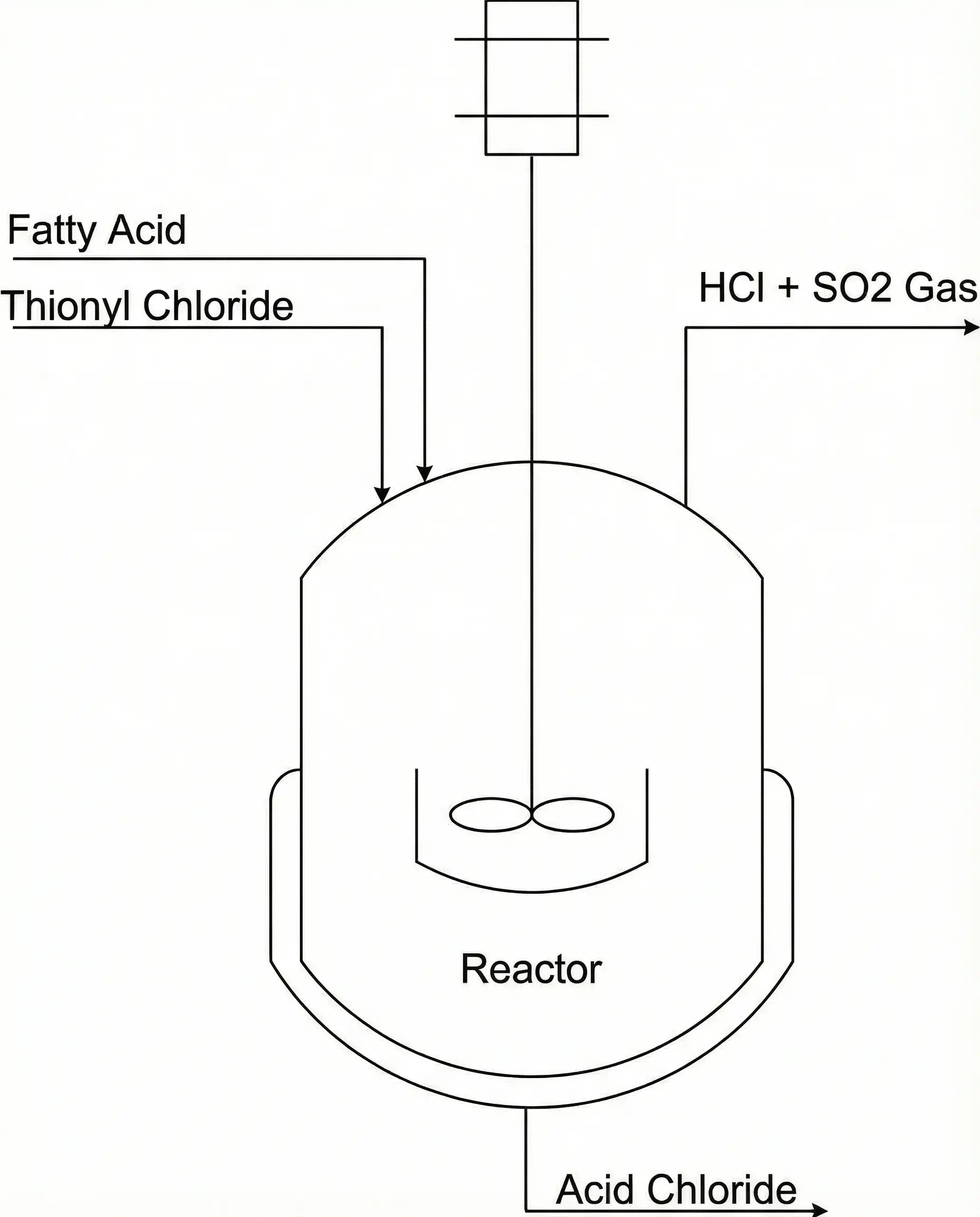
Chlorination
Safe and reliable chlorination systems designed and fabricated in compliance with international safety standards. Due to the hazardous nature of chlorine, the process requires strict safety and containment measures with leak-proof system design.
More
Home & Personal Care Chemistry
End-to-end process solutions for manufacturing home and personal care products, combining multiple unit operations into integrated systems — from reaction through blending, heating/cooling, vacuum processing, and storage.
More
Solvent Recovery Systems
Distillation-based solvent recovery to clean and reuse solvents from industrial processes — saving money, reducing waste, and preventing pollution. Covers methanol, acetone, IPA, ethyl acetate, and other common solvent pairs including azeotropic systems.
More
Lube Oil Re-Refining
Chemical process technology to recover lubricating base oil from waste lubricants. Water, fuel oil, additives, and sludge are separated from the base oil under vacuum using Wiped Film Evaporation — the most cost-effective re-refining method. Base oil produced matches API Group II specifications.
MoreEngineering the Business of Chemistry
Leveraging IIT alumni and ex-McKinsey expertise to maximize your Return on Capital Employed (ROCE).
Get Your Equipment Quote
Tell us about your process requirements and our engineers will design the right solution for you.
Request a Quote